ดาวน์โหลดงานนำเสนอ
งานนำเสนอกำลังจะดาวน์โหลด โปรดรอ

1
การตรวจสอบและคุณภาพทางการผลิต การเก็บรักษาวัสดุอุปกรณ์การผลิต
เรื่อง การตรวจสอบและคุณภาพทางการผลิต การเก็บรักษาวัสดุอุปกรณ์การผลิต

2
ความหมายของการควบคุมคุณภาพ หมายถึง กระบวนการในการจัดให้กิจกรรมต่าง ๆ เป็นไปตามแผนการ ที่กำหนดไว้เพื่อให้บรรลุตามเป้าหมายต่าง ๆ ที่จะผลิตภัณฑ์ให้เป็นตามมาตรฐาน เหมาะสมกับการใช้งาน ปลอดภัย ไม่เป็นอันตรายกับสภาพแวดล้อม และสร้างความพึงพอใจให้กับลูกค้า

3
การตรวจสอบและควบคุมคุณภาพงานพิมพ์และมีความสำคัญอย่างยิ่งต่อทั้งเจ้าของงานซึ่งเป็นลูกค้าและผู้ผลิตสิ่งพิมพ์ ซึ่งสามารถสรุปแยกเป็นข้อๆ ได้ดังนี้ 1) จะช่วยให้ลดการสูญเสีย เนื่องจากจะสามารถเห็นข้อบกพร่องได้ทันก่อนที่จะพิมพ์งานเสียจนไม่สามารถแก้ไขได้ และหากทำการแก้ไขและควบคุมให้งานพิมพ์มีคุณภาพอยู่ในขอบเขตที่กำหนดก็ทำให้การสูญเสียเกิดขึ้นน้อย 2) จะช่วยให้มีผลกำไรเพิ่มมากขึ้นเนื่องจากต้นทุนการผลิตที่เกิดจากการสูญเสียลดน้อยลง
 จะช่วยให้ลดการสูญเสีย เนื่องจากจะสามารถเห็นข้อบกพร่องได้ทันก่อนที่จะพิมพ์งานเสียจนไม่สามารถแก้ไขได้ และหากทำการแก้ไขและควบคุมให้งานพิมพ์มีคุณภาพอยู่ในขอบเขตที่กำหนดก็ทำให้การสูญเสียเกิดขึ้นน้อย. 2) จะช่วยให้มีผลกำไรเพิ่มมากขึ้นเนื่องจากต้นทุนการผลิตที่เกิดจากการสูญเสียลดน้อยลง.")
4
การตรวจสอบและควบคุมคุณภาพงานพิมพ์และมีความสำคัญอย่างยิ่งต่อทั้งเจ้าของงานซึ่งเป็นลูกค้าและผู้ผลิตสิ่งพิมพ์ ซึ่งสามารถสรุปแยกเป็นข้อๆ ได้ดังนี้ 3) ทำให้เกิดภาพพจน์ที่ดีของบริษัทเนื่องจากมีการตรวจสอบและควบคุมคุณภาพทำให้งานพิมพ์มีคุณภาพเป็นที่พอใจของเจ้าของงาน 4) เป็นการรักษาปริมาณงานให้มีอยู่อย่างต่อเนื่อง เนื่องจากมีการตรวจสอบและควบคุมให้งานมีคุณภาพ ย่อมทำให้ลูกค้าพึงพอใจที่ติดต่อพิมพ์งานด้วย
 ทำให้เกิดภาพพจน์ที่ดีของบริษัทเนื่องจากมีการตรวจสอบและควบคุมคุณภาพทำให้งานพิมพ์มีคุณภาพเป็นที่พอใจของเจ้าของงาน. 4) เป็นการรักษาปริมาณงานให้มีอยู่อย่างต่อเนื่อง เนื่องจากมีการตรวจสอบและควบคุมให้งานมีคุณภาพ ย่อมทำให้ลูกค้าพึงพอใจที่ติดต่อพิมพ์งานด้วย.")
5
คุณภาพงานพิมพ์จะออกมาดีมีคุณภาพมาตรฐานตรงตามความต้องการขึ้นอยู่กับปัจจัยดังนี้
1.การจัดทำต้นฉบับ ซึ่งปัจจุบันมีซอฟแวร์สำหรับจัดทำต้นฉบับ ซึ่งนิยมใช้กันในเมืองไทยคือ Illustrator, In design, PageMaker ในปัจจุบันแม้จะมีผู้สามารถใช้ซอฟแวร์ดังกล่าวอยู่เป็นจำนวนมาก แต่การจัดทำต้นฉบับที่ดีมีคุณภาพ เป็นที่ดึงดูดสายตาซึ่งยังผลให้ประสบความสำเร็จในสิ่งพิมพ์นั้น ต้องอาศัยผู้ที่มีความรู้ความเข้าใจในออกแบบ การจัดวางองค์ประกอบในหน้าแต่ละหน้า

6
2. การทำแม่พิมพ์/เพลท เมื่อได้ต้นฉบับที่ดี ขั้นต่อไปคือการทำเพลทที่ดีมีคุณภาพ เครื่องมือเครื่องไม้ที่ใช้ในการทำเพลทต้องเป็นเครื่องมือที่ดี นอกจากนี้ช่างผู้ทำหน้าที่ต้องเป็นผู้ที่มีประสบการณ์ ขบวนการจัดทำเพลทต้องอยู่ในมาตรฐาน เมื่อได้เพลทที่ดี หากต้องทำปรู๊ฟก็จัดทำให้ได้มาตรฐาน การปล่อยหมึกแต่ละสีต้องควบคุมให้อยู่ในเกณฑ์มาตรฐานไม่มากไปหรือน้อยเกินไป สีทุกสีต้องซ้อนทับตรงกัน

7
3.การพิมพ์ การพิมพ์ที่ดีต้องอาศัยเครื่องจักรที่ดี ช่างพิมพ์ที่มีความสามารถ ขบวนการพิมพ์ต้องอยู่ในมาตรฐาน หากมีเครื่องจักรที่ดีแต่ช่างพิมพ์ขาดความสามารถก็อาจได้งานพิมพ์ออกมาไม่ดี พิมพ์สีผิดเพี้ยนบ้าง พิมพ์สีซ้อนทับไม่ตรงบ้าง พิมพ์สีได้ไม่สดสวย ไม่มีความลึกของภาพบ้าง ฯลฯ

8
4. วัสดุต่าง ๆ ที่ใช้ อันได้แก่กระดาษ หมึก เป็นปัจจัยสำคัญ กระดาษประเภทเดียวกันความหนาเท่าเทียมกัน มิได้หมายความว่าคุณภาพจะเหมือนกัน กระดาษที่มีราคาถูกมักมีคุณภาพที่ด้อยลงด้วย โรงพิมพ์ที่ดีจะคัดสรรกระดาษที่ดีให้แก่ลูกค้า สำหรับหมึกก็เช่นกัน หมึกบางชุดพิมพ์งานได้ออกมาสดสวยงดงาม ในขณะที่หมึกบางชุดพิมพ์ออกมาสีค่อนข้างหมอง โรงพิมพ์ที่มีคุณภาพจะรู้จักเลือกหมึกที่ถูกต้องมาใช้กับงานแต่ละประเภท

9
เครื่องมือในการตรวจสอบและควบคุมคุณภาพงานพิมพ์
1.องค์ประกอบของแถบควบคุมคุณภาพ 1.1.ช่องพื้นทึบหน้าที่หลักของแถบพื้นทึบสีเดียวที่เป็นแม่สีทั้งสี คือใช้สำหรับตรวจสอบและควบคุมความหนาของชั้นหมึกพิมพ์ โดยการสังเกตด้วยตาหรือวัดด้วยเครื่องวัดความดำสำหรับแถบพื้นทึบที่เป็นสองสีและสามสีซ้อนทับกันนั้นมีไว้สำหรับตรวจสอบการจับหมึก

10
1.2. ช่องสกรีน แถบสกรีนนี้จะใช้สำหรับวัดพื้นที่เม็ดสกรีนที่เกิดขึ้นบนแผ่นพิมพ์ใช้ตรวจสอบการเกิดเม็ดสกรีนบวม ด้วยการวัดด้วยเครื่องวัดความดำ

11
1.3. ช่องสมดุลสีเทาโดยช่างพิมพ์จะสังเกตและเปรียบเทียบว่าช่องสมดุลของสีเทาที่บริเวณหนึ่งของแผ่นพิมพ์มีสีที่เพี้ยนไปจากสีเทาบริเวณ อื่นๆ หรือไม่หากมีจะต้องปรับปริมาณหมึกพิมพ์ให้สีเข้าสู้ความสมดุลอีกครั้ง

12
1.4. ช่องสำหรับตรวจสอบเม็ดสกรีนบวม การใช้งานจะใช้ในการเปรียบเทียบระหว่างช่องสำหรับตรวจสอบเม็ดสกรีนบนแผ่นพิมพ์กับช่องสำหรับตรวจสอบเม็ดสกรีนบวมบนแผ่นอ้างอิงที่เป็นแผ่นปรู๊ฟหรือแผ่นโอเคชีต ว่ามีการบวมของเม็ดสกรีนไปมากหรือน้อยกว่า การตรวจสอบจะเป็นการดูด้วยตาเปล่าจากการดูผ่านแว่นขยาย หากต้องการหาการเกิดเม็ดสกรีนบวมมักใช้เครื่องวัดความดำหาพื้นที่เม็ดสกรีนที่ช่องสกรีน แล้วคำนวณหาพื้นที่เม็ดสกรีนที่เพิ่มขึ้น ได้เป็นเม็ดสกรีนบวม

13
1.5. ช่องตรวจการพิมพ์พร่าและพิมพ์ซ้อน แถบควบคุมคุณภาพของบางองค์กรได้ออกแบบเป็นรูปวงกลม หรือเป็นรูปดาวบางแถบควบคุมจะให้เป็นลักษณะวงกลมหลายๆวงซ้อนกัน

14
1.6. ช่องไมโครไลน์ ช่วยในการตรวจสอบคุณภาพของแม่พิมพ์งานแม่พิมพ์หรือคุณภาพของงานพิมพ์ว่ากรถ่ายทอดน้ำหนักสีหรือเม็ดสกรีนในขั้นตอนจ่างๆเป็นอย่างไร

15
1.7.แถบเม็ดสกีนขนาดเล็กเพื่อตรวจสอบว่าในงานพิมพ์นั้นสามารถบันทึกเม็ดสกรีนที่มีขนาดเล็กได้เท่าใด

16
1.8.เครื่องหมายกันเหลื่อม ใช้ประโยชน์สำหรับวางตำแหน่งของแถบควบคุมคุณภาพให้ตรงกัน ในขั้นตอนการวางรูปแบบฟิล์ม และยังใช้สำหรับตรวจสอบการพิมพ์ซ้อนทับกันของสีหมึกพิมพ์ในขั้นตอนงานพิมพ์ด้วย

17
1.9.แถบน้ำหนักสีต่อเนื่องเป็นส่วนที่ประกอบด้วยช่องน้ำหนักสีที่มีความหนักสีที่มีความลดหลั่นกันจำนวนหลายแถบมีหน้าที่สำคัญในการตรวจสอบฉายแสงอัดแม่พิมพ์ว่ามีความถูกต้องตามที่กำหนดไว้หรือไม่

18
ข้อคำนึงในการใช้แถบควบคุมคุณภาพ
ใช้แถบควบคุมคุณภาพในการควบคุมค่าความดำเพียงอย่างเดียวไม่ใช้ในการควบคุมเม็ดสกรีนบวม สาเหตุที่ไม่แนะนำให้ใช้แถบควบคุมภาพฉบับสำเนาก็เนื่องจากการทำสำเนาลงบนฟิล์มอาจทำให้เม็ดสกรีนบนแถบควบคุมภาพมีความแตกต่างออกไป และยิ่งสร้างความสับสนในการวัดพื้นที่เม็ดสกรีนหากในแถบคุมคุณภาพเดียวกันแต่เม็ดสกีนของแต่ละสีไม่เท่ากันเช่นที่บริเวณตรงกลางของแถบควบคุมได้รับแสงมากกว่าบริเวณขอบในการทำสำเนา ซึ่งจะเป็นผลให้พื้นเม็ดสกีนของฟิล์มสำเนาที่ได้มีขนาดไม่เท่ากันเป็นต้น

19
กระบวนการตรวจสอบและควบคุมคุณภาพงานพิมพ์
ลักษณะงานพิมพ์ที่ต้องตรวจสอบและควบคุม เป้าหมายของการตรวจสอบและควบคุมคุณภาพงานพิมพ์ก็คือต้องการให้แผ่นพิมพ์ที่พิมพ์ได้มีความใกล้เคียงกับแผ่นปรู๊ฟซึ้งลูกค้าได้อนุมัติให้เป็นต้นแบบของงานพิมพ์มากที่สุด การพิจารณาเปรียบเทียบความเหมือนระหว่างแผ่นพิมพ์กับแผ่นปรู๊ฟสามารถแยกพิจารณาเป็นบริเวณสำคัญสองบริเวณคือ บริเวณไร้ภาพ ( non image area ) และบริเวณภาพ ( image area ) ซึ่งแต่ละบริเวณควรได้รับการพิจารณาลักษณะคุณภาพที่ดีดังนี้
 และบริเวณภาพ ( image area ) ซึ่งแต่ละบริเวณควรได้รับการพิจารณาลักษณะคุณภาพที่ดีดังนี้")
20
1. คุณภาพของบริเวณไร้ภาพ
การตรวจสอบคุณภาพของบริเวณไร้ภาพสามารถทำได้ง่ายด้วยตาเปล่าและลักษณะที่ตรวจสอบก็สามารถเห็นได้ชัดเจนหากมีความบกพร่องเนื่องจากบริเวณไร้ภาพของแผ่นงานพิมพ์คือบริเวณที่ไม่มีหมึกพิมพ์ติดอยู่ซึ่งก็คือส่วนที่เป็นพื้นที่ขิงวัสดุใช้พิมพ์นั่นเองลักษณะของบริเวณไร้ภาพที่ดีควรต้องสะอาดถ้าเป็นกระดาษขาวต้องขาวสว่างมาก ไม่มีฝุ่น ขี้หมึก และรอยเปื้อนต่างๆ ผิวหน้าควรเรียบ ไม่มีรอยยับ และไม่มีขุย

21
2. คุณภาพของบริเวณภาพ บริเวณภาพของแผ่นงานพิมพ์คือบริเวณที่มีหมึกพิมพ์มาติดอยู่และประกอบกันขึ้นเป็นภาพที่ต้องการในภาพๆ หนึ่งอาจจะประกอบขึ้นด้วยบริเวณภาพเพียงอย่างเดียว คือบริเวณที่เป็นพื้นทึบ ( solid area ) เช่นลายเส้น ตักอักษร เป็นต้น หรืออาจจะประกอบด้วยทั้งบริเวณภาพและไร้ภาพที่เรียกว่า บริเวณสกรีน ( screen area ) เช่น ภาพฮาล์ฟโทน ภาพสกรีนที่มีพื้นที่เม็ดสกรีนเท่ากันหมดหรือทินต์ ( tint ) เป็นต้น
 เช่นลายเส้น ตักอักษร เป็นต้น หรืออาจจะประกอบด้วยทั้งบริเวณภาพและไร้ภาพที่เรียกว่า บริเวณสกรีน ( screen area ) เช่น ภาพฮาล์ฟโทน ภาพสกรีนที่มีพื้นที่เม็ดสกรีนเท่ากันหมดหรือทินต์ ( tint ) เป็นต้น.")
22
การตรวจสอบและควบคุมคุณภาพของบริเวณภาพนี้จะต้องมีต้นแบบซึ่งก็คือแผ่นปรู๊ฟมาให้ใช้อ้างอิงและเปรียบเทียบด้วยจึงจะสามารถทำงานได้อย่างมีประสิทธิภาพ โดยลักษณะต่างๆที่ควรตรวจสอบในบริเวณภาพมีดังนี้ 2.1 สี เป็นลักษณะที่ลูกค้าให้ความสำคัญมาก การใช้เครื่องมือจะช่วยให้การตรวจสอบสีทำได้มีประสิทธิภาพมากขึ้น 2.1.1 ความหนาของชั้นหมึกพิมพ์ โดยทั่วไปการพิมพ์ออฟเซตจะพิมพ์ให้มีความหนาของชั้นหมึกพิมพ์ประมาณ 1-2 ไมครอน 2.2.2 เม็ดสกรีนบวม การบวมของเม็ดสกรีนของแผ่นพิมพ์ควรจะเท่ากับแผ่นปรู๊ฟเพื่อให้สีที่พิมพ์ได้เป็นสีเหมือนกัน

23
2.2 ความคมชัด ภาพลายเส้นหรือเม็ดสกรีนควรมีความคมชัด ลักษณะสิ่งพิมพ์ที่มีความคมชัดลดลงมักจะเกิดจากปัญหาทางการพิมพ์เช่นเกิดการพิมพ์พร่าและการพิมพ์ซ้อน 2.3 ภาพซ้อนทับกันได้สนิท ไม่เหลื่อม การพิมพ์เหลื่อมจะเป็นปัญหาที่ทำให้ภาพดูไม่คมชัด ขาดรายละเอียด และมีสีเพี้ยน

24
วิธีการตรวจสอบและควบคุมคุณภาพงานพิมพ์
วิธีตรวจสอบและควบคุมคุณภาพงานพิมพ์สามารถแบ่งได้เป็น2วิธี ในการตรวจสอบและควบคุมคุณภาพงานพิมพ์ได้ใช้ตาในการตรวจสอบมานานก่อนที่จะมีเครื่องมือใดๆมาช่วยและเป็นวิธีการที่ใช้ได้ผลมานานแล้วหากการตรวจสอบนั้นเป็นการตรวจสอบโดยการเปรียบเทียบ เนื่องจากตาสามารถแยกรายละเอียดความแตกต่างของสีได้ดีมาก การพิจารณาและตรวจสอบคุณภาพงานพิมพ์ด้วยตาสามารถกระทำได้ด้วยการพิจารณาลักษณะของแผ่นพิมพ์ บริเวณไร้ภาพและบริเวณภาพดังนี้ 1.การตรวจสอบและควบคุมคุณภาพงานพิมพ์ด้วยตา

25
1.1 การตรวจสอบคุณภาพงานพิมพ์ด้วยตาในบริเวณไร้ภาพ บริเวณไร้ภาพเป็นบริเวณที่ไม่มีการพิมพ์และมักมีสีขาวเป็นส่วนใหญ่ ดังนั้นหากมีสิ่งผิดปรกติเกิดขึ้นจะสามารถสังเกตเห็นได้ง่าย ปัญหาที่มักที่พบเห็นอยู่บ่อยครั้งและช่างพิมพ์ควรตรวจสอบอยู่เสมอคือการเปื้อนของหมึก ซึ่งสาเหตุสำคัญจะประกอบด้วย

26
1.1.1 สกัม (scum) เป็นความผิดปรกติที่เกิดกับบริเวณไร้ภาพในลักษณะที่มีรอยเปื้อนของหมึกพิมพ์มาติด สกัมมักจะเกิดจากสมดุลของน้ำหมึกไม่ถูกต้อง 1.1.2 การขึ้นพื้น (tining) เป็นความผิดปกติที่มีสีของหมึกพิมพ์ปรากฏจะเป็นสีจางๆ ไม่เข้มเท่ากับสกัม และมักเป็นทั้งแผ่นพิมพ์
 เป็นความผิดปกติที่มีสีของหมึกพิมพ์ปรากฏจะเป็นสีจางๆ ไม่เข้มเท่ากับสกัม และมักเป็นทั้งแผ่นพิมพ์")
27
1.2 การตรวจสอบคุณภาพงานพิมพ์ด้วยตาในบริเวณภาพ ในการพิมพ์งาน ช่างพิมพ์จะให้ความสำคัญกับการตรวจสอบในบริเวณภาพเป็นอย่างมากเพราะเป็นส่วนสำคัญที่ลูกค้าต้องการให้มีความถูกต้องและมีความยุ่งยากในการตรวจสอบและควบคุมมากกว่าในบริเวณไร้ภาพ เนื่องจากในส่วนที่ไม่ใช่ภาพหรือบริเวณไร้ภาพ การตรวจสอบจะไม่ยุ่งยากเพราะสามารถสังเกตเห็นได้ง่ายว่ากระดาษมีคุณภาพต่างออกไปจากที่ควรเป็นหรือไม่

28
1.2.1 การตรวจสอบตำแหน่งของภาพพิมพ์ การตรวจสอบภาพที่ปรากฏบนแผ่นพิมพ์นี้จะเป็นการตรวจสอบว่าตำแหน่งของหน้าสิ่งพิมพ์อยู่ตรงตำแหน่งที่ต้องการหรือไม่

29
1.2.2 การตรวจสอบการพิมพ์เหลื่อมในงานพิมพ์หลายสี เมื่องานพิมพ์เป็นงานหลายสีซ้อนทับกัน เช่น 2 สี 3 สี หรือ 4 สี หากเป็นการพิมพ์ด้วยเครื่องพิมพ์ที่มีหน่วยพิมพ์เพียงหน่วยเดียว เมื่อทำการตรวจสอบตำแหน่งของภาพพิมพ์แล้วช่างพิมพ์ก็จะตรวจสอบไปด้วยว่าภาพพิมพ์ของหน่วยพิมพ์ที่ 2 ซ้อนทับกับภาพพิมพ์ของหน่วยพิมพ์ที่ 1 ดีหรือไม่ หากมีการพิมพ์เหลื่อมเกิดขึ้นก็ต้องทำการปรับตั้งเพื่อแก้ไขต่อไป

30
1.2.3 การตรวจสอบค่าความเข้มสีให้ถูกต้องเหมาะสมและมีความสม่ำเสมอ การตรวจสอบค่าความเข้มสีด้วยตาเปล่าจะใช้วิธีการเปรียบเทียบสีของพื้นทึบระหว่างแผ่นพิมพ์กับแผ่นปรู๊ฟให้มีความเข้มที่เท่ากัน และมีความสม่ำเสมอตลอดทั่วทั้งแผ่นพิมพ์ ดังนั้นจึงควรติดแถบควมคุมคุณภาพไว้ด้านท้ายของแผ่นงานพิมพ์ ซึ่งจะมีประโยชน์อย่างมากในการตรวจสอบและควบคุมคุณภาพของค่าความเข้มและสม่ำเสมอของงานพิมพ์

31
การตรวจสอบการผลิตน้ำหนักสี เป็นการตรวจสอบว่าภาพฮาล์ฟโทนที่พิมพ์ได้ว่ามีน้ำหนักสีเหมือนกับภาพบนแผ่นปรู๊ฟหรือไม่ ซึ่งอาจต้องตรวจสอบลักษณะของเม็ดสกรีนด้วยว่ามีความคมชัดและเกิดเม็ดสกรีนบวมมากน้อยอย่างไร

32
1.3 ข้อคำนึงในการตรวจสอบและควบคุมคุณภาพด้วยตา ในการตรวจสอบคุณภาพงานพิมพ์มีสิ่งที่ต้องคำนึงซึ่งเป็นปัจจัยสำหรับการตรวจสอบทั้งการตรวจสอบด้วยเครื่องวัดความดำดังนี้

33
1.3.1 อุณภูมิสีของแสง (colour temperature) แสงที่ใช้ส่องดูในการเปรียบในงานพิมพ์ควรเป็นแสงมาตรฐานที่มีอุณหภูมิสี 500 เคลวิน หากแสงที่ใช้ในการเปรียบเทียบสีไม่เป็นแสงมาตรฐานแล้วอาจเกิดปรากฏการณ์ที่ช่างพิมพ์เห็นว่างานพิมพ์ที่พิมพ์ได้มีสีถูกต้องดีแล้วเมื่อเทียบกับภาพปรู๊ฟแต่หากลูกค้าทำการตรวจสอบสีในสภาพแสงที่อุณหภูมิสีต่างออกไป อาจเห็นว่าสีมีความแตกต่างกันได้
 แสงที่ใช้ส่องดูในการเปรียบในงานพิมพ์ควรเป็นแสงมาตรฐานที่มีอุณหภูมิสี 500 เคลวิน หากแสงที่ใช้ในการเปรียบเทียบสีไม่เป็นแสงมาตรฐานแล้วอาจเกิดปรากฏการณ์ที่ช่างพิมพ์เห็นว่างานพิมพ์ที่พิมพ์ได้มีสีถูกต้องดีแล้วเมื่อเทียบกับภาพปรู๊ฟแต่หากลูกค้าทำการตรวจสอบสีในสภาพแสงที่อุณหภูมิสีต่างออกไป อาจเห็นว่าสีมีความแตกต่างกันได้")
34
1.3.2 สีของสภาพแวดล้อม ได้แก่ สีของพื้น ผนัง เพดาน และสีของวัสดุที่อยู่ใกล้เคียงก็จะส่งผลต่อการเปรียบเทียบสีเช่นเดียวกัน ดังนั้นในการเปรียบเทียบสีควรจะกระทำในบริเวณที่มีสีของสภาพแวดล้อมที่เป็นมาตรฐานซึ่งก็คือสีเท่ากลาง(neutral grey) โต๊ะเปรียบเทียบสีมาตรฐานจะมีพื้นและผนังเป็นสีเทา

35
1.3.3 ความสว่าง (illuminance) ความสว่างของแสงที่ตกลงบนพื้นผิวของโต๊ะที่ใช้วางแผ่นพิมพ์ควรมีค่าประมาณ 200 ฟุตเทียน (footcandles) และควรมีค่าสม่ำเสมอทั่วทั้งพื้นผิวด้วย 1.3.4 ขนาดของพื้นที่ที่ใช้ในการเปรียบเทียบ การเปรียบเทียบสีจะต้องเปรียบเทียบบริเวณที่มีขนาดใหญ่ที่สุดเท่าที่จะหาได้ในภาพ หากสีที่ต้องการเปรียบเทียบมีขนาดเล็กลงความสามารถในการแยกความแตกต่างสีจะลดลง

36
1.3.5 หมึกพิมพ์เปียก แผ่นพิมพ์ที่นำมาวัดและเปรียบเทียบความดำทันทีหลังจากออกมาจากเครื่องพิมพ์จะมีหมึกพิมพ์ที่ยังเปียก ซึ่งเมื่อมองด้วยตาเปล่าแล้วจะมีค่าความเข้มสีที่สดใสกว่าเมื่อหมึกพิมพ์ที่แห้งลง 1.3.6 ประสบการณ์ของผู้ตรวจสี ผู้ที่มีประสบการณ์ด้านการตรวจสอบและเปรียบเทียบสีย่อมสามารถแยกแยะความแตกต่างของสีได้ดีเมื่อเทียบกับผู้ไม่มีประสบการณ์ ความแตกต่างของประสบการณ์นี้อาจทำให้เกิดความเห็นที่ไม่ตรงกันในการยอมรับสิ่งพิมพ์ว่ามีความเหมือนกันอยู่ในขอบเขตที่ยอมรับได้หรือไม่

37
2.วิธีการตรวจสอบและคุณภาพงานพิมพ์ด้วยเครื่องมือ
เครื่องมือที่จะกล่าวถึงในเรื่องนี้เป็นเครื่องวัดความดำ และเครื่องวัดความดำที่นำมาใช้สำหรับการตรวจสอบคุณภาพของงานพิมพ์จะเป็นเครื่องวัดความดำแบบวัดแสงสะท้อน ในปัจจุบันมีหลายประเภทให้เลือกใช้ ทั้งนี้เครื่องวัดความดำที่เหมาะสมสำหรับนำมาใช้ในการควบคุมคุณภาพของแผ่นพิมพ์ที่ออกมาจากเครื่องพิมพ์ ควรเป็นเครื่องวัดความดำที่ได้ติดตั้งโพลาไรซิ่งฟิลเตอร์อยู่ภายใน เพื่อให้สามารถอ่านค่าความดำระหว่างหมึกพิมพ์ที่กำลังเปียกได้ใกล้เคียงกับเมื่อแห้งสนิทแล้ว

38
2.1 การตรวจสอบและควบคุมความหนาของชั้นหมึกพิมพ์ เนื่องจากในการตรวจสอบและควบคุมคุณภาพงานพิมพ์มักยึดแผ่นปรู๊ฟเป็นต้นแบบดังนั้น การพิมพ์ให้งานพิมพ์มีคุณ ภาพเหมือนแผ่นปรู๊ฟควรพิมพ์ให้ความหนาของชั้นหมึกเท่ากัน ซึ่งก็คือวัดความดำได้เท่ากัน แต่ปัญหามีอยู่ว่า หากโรงพิมพ์ให้ร้านแยกสีทำแม่พิมพ์และทำปรู๊ฟให้ ผู้ทำปรู๊ฟจะทราบได้อย่างไรว่า ในสภาพการพิมพ์ที่โรงพิมพ์นั้นต้องการค่าความดำพื้นทึบที่เหมาะสมเท่าใด คำตอบก็คือว่าค่าความดำพื้นทึบที่เหมาะสมในการทำปรู๊ฟจะต้องเป็นค่าที่โรงพิมพ์กำหนด แล้วส่งให้ผู้ทำปรู๊ฟทราบว่าตามสภาพการพิมพ์ที่โรงพิมพ์นั้นต้องการค่าความดำพื้นทึบของหมึกพิมพ์แต่ละสีเท่าใด

39
2.1.1 การหาค่าความดำพื้นทึบที่เหมาะสมจากการเปรียบต่างการพิมพ์ ดังที่กล่าวไว้ในเรื่องที่ ว่าหากความหนาของชั้นหมึกพิมพ์มากถึงค่าๆหนึ่งแล้ว ค่าความดำจะไม่เพิ่มขึ้น ดังนั้นค่าความดำพื้นทึบที่เหมาะสมสำหรับการพิมพ์และการปรู๊ฟให้ได้ภาพพิมพ์ที่ดีนั้น ควรมีค่าความดำมากที่สุดและมีความหนาของชั้นหมึกพิมพ์น้อยที่สุด เพราะหากพิมพ์ให้ความหนาของชั้นหมึกพิมพ์มากขึ้นเม็ดสกรีนบวมก็จะมากขึ้น ผลให้ความเปรียบต่างของภาพพิมพ์ลดลง

40
บวมด้วยเครื่องวัดความดำจะมีประโยชน์มาก เนื่องจากเครื่องวัดความดำสามารถวัดพื้นที่เม็ดสกรีนที่อยู่บนแผ่นพิมพ์ได้อย่างแม่นยำ ในขณะที่การตรวจสอบด้วยตาเปล่าไม่สามารถบอกค่าเป็นพื้นที่เม็ดสกรีนได้ แต่จะใช้การเปรียบเทียบกับแผ่นปรู๊ฟเพื่อตรวจสอบว่าพื้นที่เม็ดสกรีนที่ผลิตได้ แตกต่างไปจากแผ่นปรู๊ฟมากน้อยเพียงใด การวัดพื้นที่เม็ดสกรีนด้วยเครื่องวัดความดำนี้จะสามารถนำไปคำนวณหาค่าเม็ดสกรีนบวมที่เกิดขึ้นได้ และสามารถสร้างเป็นกราฟแสดงการผลิตน้ำหนักสี ซึ่งจะมีประโยชน์ในการควบคุมคุณภาพงานพิมพ์

41
2.1.2 การตรวจสอบและควบคุมเม็ดสกรีนบวม เป็นการตรวจสอบและควบคุมให้เม็ดสกรีนบวมที่เกิดขึ้นในงานพิมพ์และการทำปรู๊ฟมีเท่ากัน ซึ่งการตรวจสอบและควบคุมเม็ดสกรีนจะมีผลต่อสี และน้ำหนักสีของภาพพิมพ์เม็ดสกรีนบวมของการพิมพ์ สามารถหาได้จากการหาคุณลักษณะเฉพาะของงานพิมพ์ ได้เช่นเดียวกับการหาค่าความดำพื้นทึบที่เหมาะสมและการเปลี่ยนแปลง ปัจจัยการผลิตงานพิมพ์อย่างหนึ่งอย่างใด การเกิดเม็ดสกรีนบวมก็จะแตกต่างออกไป การตรวจสอบเม็ดสกรีน

42
2.1.3 การตรวจสอบและควบคุมการจับหมึก การจับหมึกขึ้นกับสมบัติของหมึกพิมพ์ด้านความเหนียวค่อนข้างมาก ดังนั้นการตรวจสอบและควบคุมคุณภาพของหมึกพิมพ์จึงเป็นสิ่งสำคัญต่อคุณภาพด้านการจับหมึก ทั้งนี้การเรียงลำดับสีของความเหนียวของหมึกพิมพ์ควรเป็นไปตามลำดับการพิมพ์สี โดยสีที่พิมพ์ในลำดับก่อนควนมีความเหนียวมากกว่าสีที่พิมพ์ในลำดับหลัง

43
2.2 ข้อควรคำนึงในการตรวจสอบและควบคุมคุณภาพงานพิมพ์ด้วยเครื่องมือ
การใช้เครื่องวัดความดำสำหรับตรวจสอบและควบคุมคุณภาพงานพิมพ์อาจต้องมีสิ่งที่ต้องคำนึงถึงหลายข้อด้วยกันดังนี้ 1.) ค่าความดำที่วัดเหมาะสมที่สุดสำหรับงานพิมพ์ที่พิมพ์ด้วยหมึกพิมพ์ที่เป็นหมึกชุดสี่สีคือ สีน้ำเงินเขียว สีม่วงแดง สีเหลือง และสีดำ เป็นหลัก ไม่ควรนำเครื่องวัดความดำไปวัดสีที่เกิดจากการผสม โดยเฉพาะอย่างยิ่งสีที่มีน้ำหนักสีอ่อน เพราะค่าความดำที่วัดได้ระหว่างงานพิมพ์อาจไม่แตกต่างกัน
 ค่าความดำที่วัดเหมาะสมที่สุดสำหรับงานพิมพ์ที่พิมพ์ด้วยหมึกพิมพ์ที่เป็นหมึกชุดสี่สีคือ สีน้ำเงินเขียว สีม่วงแดง สีเหลือง และสีดำ เป็นหลัก ไม่ควรนำเครื่องวัดความดำไปวัดสีที่เกิดจากการผสม โดยเฉพาะอย่างยิ่งสีที่มีน้ำหนักสีอ่อน เพราะค่าความดำที่วัดได้ระหว่างงานพิมพ์อาจไม่แตกต่างกัน.")
44
2.) เครื่องวัดความดำแต่ละเครื่องจะวัดค่าได้แตกต่างกัน ดังนั้นจึงควรใช้เครื่องวัดความดำที่เป็นมาตรฐาน โดยผู้ผลิตเครื่องวัดความดำหลายแห่งได้ผลิตเครื่องวัดความดำที่ใช้ฟิลเตอร์ที่มีการดูดกลืนแสงในช่วงที่กำหนด และเรียกว่า สเทตัส ที (status T)
 เครื่องวัดความดำแต่ละเครื่องจะวัดค่าได้แตกต่างกัน ดังนั้นจึงควรใช้เครื่องวัดความดำที่เป็นมาตรฐาน โดยผู้ผลิตเครื่องวัดความดำหลายแห่งได้ผลิตเครื่องวัดความดำที่ใช้ฟิลเตอร์ที่มีการดูดกลืนแสงในช่วงที่กำหนด และเรียกว่า สเทตัส ที (status T)")
45
ขั้นตอนการตรวจสอบและควบคุมคุณภาพงานพิมพ์
1.การตรวจสอบและควบคุมคุณภาพการเตรียมพร้อมพิมพ์ การตรวจสอบและควบคุมคุณภาพการเตรียมพร้อมพิมพ์ จะเป็นการตรวจสอบและควบคุมคุณภาพให้ได้แผ่นพิมพ์แผ่นแรกหรือที่เรียกว่าโอเคชีตมีคุณภาพดีที่สุดเมื่อเทียบกับแผ่นปรู๊ฟ ซึ่งจะใช้เป็นหน้าที่หลักของช่างพิมพ์โดยตรงโดยต้องมีกิจกรรมการทำงานหลายขั้นตอนตั้งแต่ การตรวจใบกำกับงานพิมพ์ การเตรียมวัสดุการพิมพ์เช่น กระดาษ หมึกพิมพ์ น้ำยาฟาวน์เทน เป็นต้น

46
1.1 การตรวจสอบและควบคุมวัสดุการพิมพ์วัสดุการพิมพ์หลักสำหรับงานพิมพ์ที่จะต้องควบคุมให้มีความถูกต้องจะประกอบด้วยการควบคุมกระดาษการควบคุมหมึกพิมพ์ การควบคุมน้ำยาฟาวน์เทนและการควบคุมผ้ายาง 1.1.1 กระดาษ ที่ใช้สำหรับงานพิมพ์ควรเป็นกระดาษชนิดเดียวกับกระดาษในการปรู๊ฟหากกระดาษที่ใช้เป็นกระดาษต่างชนิดกันแล้วค่าความดำพื้นทึบและเม็ดสกรีนบวมจะแตกต่างกันและส่งผลให้สีของแผ่นพิมพ์ไม่สามารถพิมพ์ได้เหมือนกับแผ่นปรู๊ฟปัญหาที่พบเห็นบ่อยครั้งในการเตรียมพร้อมพิมพ์

47
1.1.2 หมึกพิมพ์ นับเป็นปัจจัยสำคัญอีกประการหนึ่งที่ต้องได้รับการควบคุมให้เหมือนกันระหว่างงานปรู๊ฟและงานพิมพ์ ประเด็นสำคัญของหมึกพิมพ์ที่ต้องได้รับการควบคุมประกอบด้วย

48
ก. สีของหมึกพิมพ์ เนื่องจากหมึกพิมพ์ที่ผลิตต่างบริษัทอาจใช้ผงสีคนล่ะชนิดซึ่งจะให้สีที่แตกต่างกัน ดังนั้นหมึกพิมพ์ที่ใช้ปรู๊ฟกับใช้พิมพ์ควรเป็นหมึกบริษัทเดียวกัน ข. ความหนืดและความเหนียวของหมึกพิมพ์ เนื่องจากการผลิตเม็ดสกรีนจากเครื่องปรู๊ฟและเครื่องพิมพ์จะไม่เหมือนกัน กล่าวคือโดยทั่วไปเครื่องปรู๊ฟจะให้เม็ดสกรีนบวมน้อยกว่า ดังนั้นหมึกพิมพ์ที่ใช้ในเครื่องปรู๊ฟควรมีความเหนียวและความหนืดน้อยกว่า เพื่อให้เม็ดสกรีนบวมที่พิมพ์ได้เท่ากับเม็ดสกรีนบวมจากเครื่องพิมพ์ การใช้หมึกพิมพ์ที่ใช้กับเครื่องพิมพ์มาใช้ในงานปรู๊ฟด้วยเครื่องปรู๊ฟสามารคเติมน้ำมันวาร์นิช ประมาณร้อยละ 5 ของน้ำหนัก

49
1.1.3น้ำยาฟาวน์เทนเป็นปัจจัยหนึ่งที่มีผลก่อให้เกิดเม็ดสกรีนบวม
1.1.4 การควบคุมผ้ายาง ผ้ายางที่ใช้ในงานพิมพ์ออฟเซตควรเป็นผ้ายางชนิดมีฟองอากาศ

50
1.2 การตรวจสอบและควบคุมเครื่องพิมพ์และสภาวะการพิมพ์ การตรวจสอบและควบคุมเครื่องพิมพ์และสภาวะการพิมพ์มีผลต่อการผลิตเม็ดสกรีนของภาพพิมพ์ ซึ่งจะมีผลไปถึงสีงานพิมพ์ จะมีรายละเอียดมากมายและไม่สามารถกล่าวได้หมดในเรื่องเดียวได้ เพราะรายละเอียดมีมากตั้งแต่การปรับตั้งส่วนป้อนของเครื่องพิมพ์เพื่อให้กระดาษเดินเข้าส่วนพิมพ์อย่างถูกต้องและได้ตำแหน่ง การปรับตั้งส่วนพิมพ์ซึ่งได้แก่การปรับตั้งระบบทำความชื้น ระบบหมึก และแรงกดระหว่างโมและลูกกลิ่งต่างๆ รวมถึงการปรับตั้งส่วนรองรับเพื่อให้กระดาษที่พิมพ์เสร็จแล้วจัดเรียงเป็นตั้งกระดาษอย่างถูกต้อง ดังนั้นจึงขอกล่าวเฉพาะสิ่งที่ช่างพิมพ์สามารถตรวจสอบและควบคุมการผลิตงานพิมพ์อยู่เป็นประจำซึ่งมีผลต่อสีงานพิมพ์ ได้แก่การควบคุมการจ่ายหมึกพิมพ์ และการควบคุมแรงกดพิมพ์ โดยสาระสำคัญดังนี้

51
1.2.1 การตรวจสอบและควบคุมแรงกดพิมพ์ แรงกดพิมพ์ระหว่างโมแม่พิมพ์กับโมยางและโมยางกับโมกดพิมพ์จะทำให้เม็ดสกรีนที่ถ่ายทอดมีขนาดที่โตขึ้นดังนั้นการปรับตั้งแรงกดระหว่างโมที่มีการถ่ายทอดหมึกควรตั้งค่าให้พอเหมาะสำหรับกระดาษที่มีความหนาต่างๆกันตามที่ผู้ผลิตเครื่องพิมพ์แต่ล่ะเครื่องได้แนะนำไว้

52
1.2.2 การตรวจสอบและควบคุมการจ่ายน้ำ โดยทั่วไปเมื่อเริ่มพิมพ์งานช่างพิมพ์จะจ่ายน้ำให้มากกว่าระดับที่ต้องการ เพื่อป้องกันไม่ให้เกิดสกัม ในระหว่างนี้ช่างพิมพ์ก็จะตรวจสอบและควบคุมตำแหน่งของภาพและการพิมพ์เหลื่อม เมื่อภาพได้ตำแหน่งและไม่เหลื่อมช่างพิมพ์ก็จะดำเนินการปรับตั้งการจ่ายน้ำ และการจ่ายหมึกพิมพ์ให้ได้สมดุลกัน

53
1.2.3 การตรวจสอบและควบคุมการจ่ายหมึกสามารถตรวจสอบได้การค่าความดำพื้นทึบและการเกิดเม็ดสกรีนบวม วิธีการตรวจสอบนั้นช่างพิมพ์จะต้องวัดช่องพื้นทึบและช่องสกรีนทุกๆช่องอยู่ในแนวที่มีบริเวณภาพอยู่บนกระดาษ

54
2. การตรวจสอบและควบคุมการผลิตงานพิมพ์
เมื่อการเตรียมพร้อมพิมพ์สามารถผลิตแผ่นโอเคชีตที่มีคุณภาพใกล้เคียงกับภาพปรู๊ฟแล้วขั้นตอนต่อไปก็คือการผลิตงานพิมพ์ โดยการเดินเครื่องพิมพ์ให้มีความเร็วสูงที่สุดที่จะไม่ก่อให้เกิดปัญหา ทางการพิมพ์ ทั้งนี้ในระหว่างการผลิตช่างพิมพ์จะต้องตรวจสอบและควบคุมคุณภาพงานพิมพ์ตลอดเวลาโดยการดึงแผ่นพิมพ์ออกจากเครื่องพิมพ์เป็นระยะ เพื่อนำมาตรวจสอบคุณภาพทั้งด้วยตาเปล่าและด้วยเครื่องวัดความดำ หากพบข้อบกพร่องหรือปัญหาใดๆ จะต้องรีบแก้ไขให้อยู่ในสภาวะปกติโดยเร็วที่สุด เช่น เมื่อพิมพ์งานไปสักระยะหนึ่ง เครื่องพิมพ์ที่ได้รับการปรับตั้งสภาวะการพิมพ์ไว้เป็นอย่างดีแล้วอาจเกิดปัญหาได้ เช่น ขุย

55
กระดาษมีมากทำให้ไปเกาะติดบนผ้ายางและไปปนเปื้อนในบริเวณภาพทำให้คุณภาพงานพิมพ์ไม่ดี หรือ อาจเกิดสกัมเมื่อแม่พิมพ์รับความชื้นไม่พอเนื่องจากอุณหภูมิห้องสูงขึ้น ทำให้น้ำระเหยเร็วขึ้น นอกจากนี้ยังมีปัญหาการพิมพ์อื่นๆด้วย เช่น เกิดการพิมพ์ซ้อน หรือ การพิมพ์พร่าซึ่งจะทำให้ภาพลายเส้นหรืองานที่พื้นทึบนั้นก็จะขาดความคมชัดที่ขอบภาพ หรือ หากเป็นภาพสกรีนก็จะสามารถสังเกตเห็นขอบเม็ดสกรีนที่ไม่คมชัดการตรวจสอบด้วยตาเปล่าจะให้ผลได้ไม่ดีนักโดยเฉพาะอย่างยิ่งการตรวจสอบความคมชัดของเม็ดสกรีน ต้องใช้แว่นขยายมาช่วยส่องดูเม็ดสกรีน แว่นขยายที่มีกำลังขยายสูงจะเห็นเม็ดสกรีนได้ชัดเจนกว่าโดยกำลังขยายที่เหมาะสมสำหรับส่องดูเม็ดสกรีน คือ 8-50 เท่า อย่างไรก็ตามหากติดตั้งแถบควบคุมคุณภาพไว้ด้วยก็จะช่วยให้สามารถตรวจสอบความคมชัดของการพิมพ์ได้ง่ายขึ้น

56
2.1. ความคลาดเคลื่อนที่ยอมรับได้ (tolerance) ของงานพิมพ์ การควบคุมให้คุณภาพงานพิมพ์คงที่เท่ากันทุกๆ แผ่นพิมพ์ เป็นสิ่งยากเนื่องจากปัจจัยที่ส่งผลกระทบต่อคุณภาพงานพิมพ์มีมาก อย่างไรก็ดีในงานการผลิตยอมให้มีความคลาดเคลื่อนของสีที่ผลิตได้บ้างซึ่งช่วงความคลาดเคลื่อนนี้จะวัดได้ยากหากใช้ตาเป็นเครื่องมือในการตรวจสอบและควบคุมเพียงอย่างเดียว เนื่องจากความคลาดเคลื่อนในด้านสีของลูกค้าและช่างพิมพ์อาจไม่เท่ากัน เช่นสีที่ช่างพิมพ์เห็นว่าคลาดเคลื่อนไปจากแผ่นโอเคชีตเล็กน้อยแต่ลูกค้าอาจเห็นว่าคลาดเคลื่อนมากจนยอมรับงานไม่ได้ ทำให้ต้องพิมพ์งานนั่นใหม่
 ของงานพิมพ์ การควบคุมให้คุณภาพงานพิมพ์คงที่เท่ากันทุกๆ แผ่นพิมพ์ เป็นสิ่งยากเนื่องจากปัจจัยที่ส่งผลกระทบต่อคุณภาพงานพิมพ์มีมาก อย่างไรก็ดีในงานการผลิตยอมให้มีความคลาดเคลื่อนของสีที่ผลิตได้บ้างซึ่งช่วงความคลาดเคลื่อนนี้จะวัดได้ยากหากใช้ตาเป็นเครื่องมือในการตรวจสอบและควบคุมเพียงอย่างเดียว เนื่องจากความคลาดเคลื่อนในด้านสีของลูกค้าและช่างพิมพ์อาจไม่เท่ากัน เช่นสีที่ช่างพิมพ์เห็นว่าคลาดเคลื่อนไปจากแผ่นโอเคชีตเล็กน้อยแต่ลูกค้าอาจเห็นว่าคลาดเคลื่อนมากจนยอมรับงานไม่ได้ ทำให้ต้องพิมพ์งานนั่นใหม่.")
57
การเก็บรักษาวัสดุอุปกรณ์การผลิต

58
งานพิมพ์ ความสะอาดในห้องพิมพ์มีฝุ่นเป็นปัจจัยหนึ่งที่ต้องคำนึงถึง นอกจากฝุ่นตามธรรมชาติหรือฝุ่นจากกระดาษแล้วผงแป้งเพื่อป้องกันการซับหลังเป็นแหล่งก่อฝุ่นอีกแหล่งหนึ่ง นอกจากผงฝุ่นไม่เป็นผลดีต่อสุขภาพของผู้ปฏิบัติงานแล้ว ยังมีผลเสียโดยตรงต่อคุณภาพของงานพิมพ์ ดังนั้นการออกแบบระบบปรับอากาศในห้องพิมพ์จึงควรคำนึงถึงระบบกำจัดฝุ่นด้วย ควบคู่ไปกับการควบคุมอุณหภูมิและความชื้นให้คงที่สม่ำเสมอ

59
การขนถ่ายและจัดเก็บวัสดุในห้องพิมพ์แบบป้อนแผ่นโดยปกติแล้วโรงพิมพ์จะไม่มีการควบคุมสภาพอากาศภายในคลังเก็บกระดาษ ดังนั้นจึงปรับสภาพให้สมดลกับสภาพอากาศของห้องพิมพ์ก่อนนำไปพิมพ์ทั้งนี้การขนกระดาษจากคลังพัสดุมาพักสำรองไว้ที่ห้องพิมพ์จะเป็นการขนในลักษณะของพาลเลตและโดยปกติจะวางพาลเลตกระดาษนี้บนพื้นห้องพิมพ์โดยตรง

60
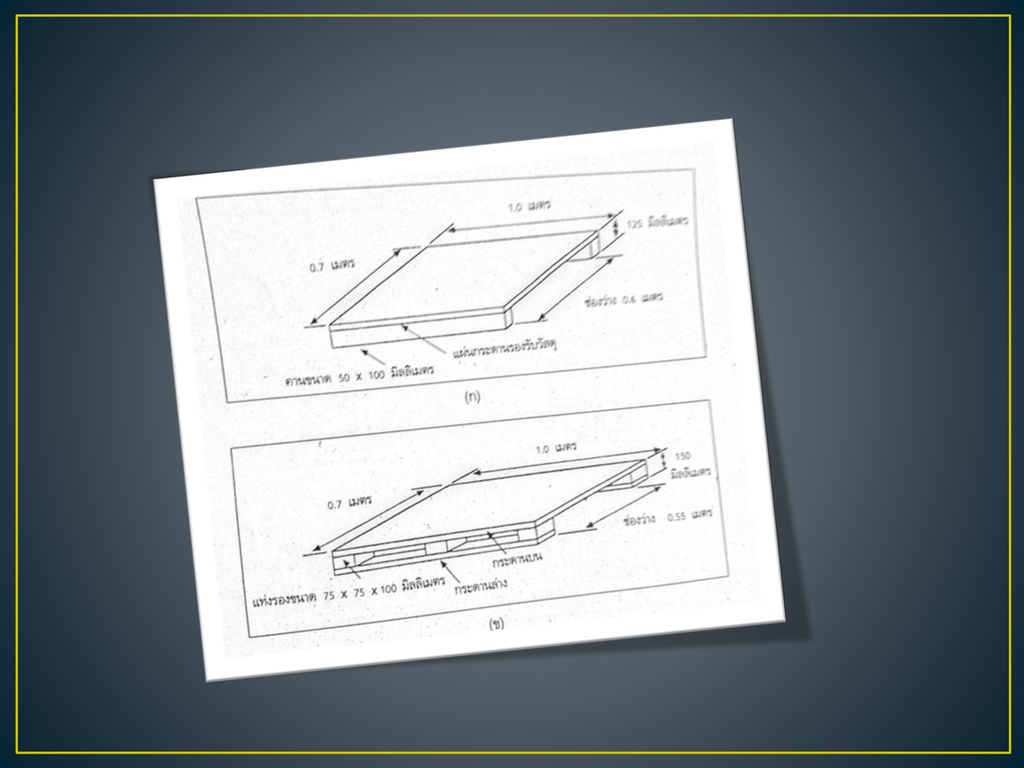
ในการนำกระดาษจากพื้นที่สำรองกระดาษไปใช้งานที่เครื่องพิมพ์นั้น หากเลือกใช้เครื่องพิมพ์มีระบบป้อนระดาษแบบต่อเนื่องที่สามารถใส่พาลเลตเข้าไปในหน่วยป้อนกระดาษโดยตรงนอกจากนั้นผู้ส่งมอบต้องจัดวางแผ่นกระดาษของพาลเลตให้ถูกต้องในตำแหน่งและทิศทางที่กำหนด ตั้งกระดาษจากพาลเลตจะถูกถ่ายลงบนกระดานล้อเลื่อน ที่หน่วยรองรับกระดาษของเครื่องพิมพ์นั้น ต้องมีแผ่นกระดานเพื่อเป็นฐานรองรับแผ่นพิมพ์ ซึ่งอาจใช้กระดานล้อเลื่อนหรือพาลเลต ซึ่งโดยทั่วแล้วการขนย้ายใช้กระดานล้อเลื่อนเป็นที่นิยมและแพร่หลาย นอกจากนั้นความสูงของกระดานล้อเลื่อน อาจเป็นอุปสรรคต่อการนำไปใช้งานกับเครื่องจักรทำสำเร็จบางประเภทในการป้อนแผ่นพิมพ์เข้าเครื่อง ยังคงสามารถย้ายได้ด้วยรถเข็นพาลเลต

62
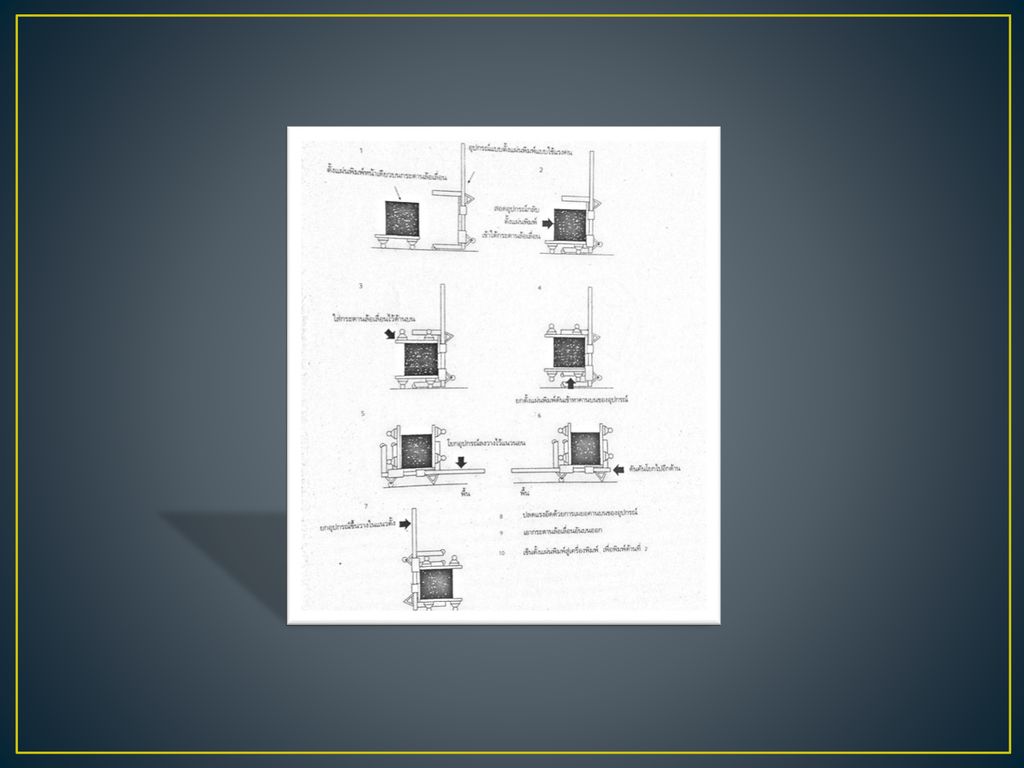
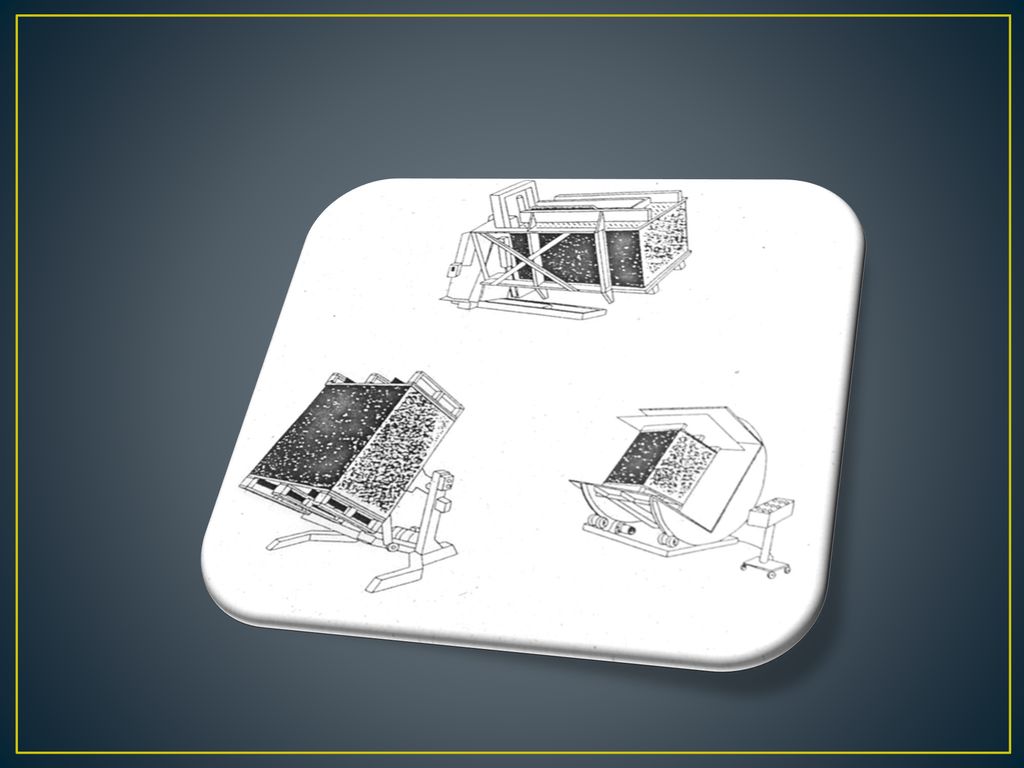
ในการพิมพ์2ด้าน โดยไม่มีอุปกรณ์กลับกระดาษอยู่ภายในเครื่องพิมพ์ สามารถทำได้ 2 ลักษณะคือ ใช้มือหรือใช้อุปกรณ์ ปัจจัยที่ต้องคำนึงถึงในเรื่องนี้คือ หมึกพิมพ์จะต้องแห้งตัวในระดับหนึ่ง กล่าวคือ อย่างน้อยต้องแห้งพอที่จะแตะสัมผัสได้ ในการกลับด้าน ในการกลับด้านพิมพ์โดยใช้มือนั้นจะทำให้หมึกพิมพ์บนแผ่นพิมพ์สัมผัสกับอากาศขณะกลับด้าน ซึ่งจะกลับด้านตั้งแผ่นพิมพ์พร้อมทันทีเดียวทั้งตั้งจะช่วยลดแรงงานลงได้ สิ่งที่คำนึงถึงคือ ก่อนการกลับด้านจึงต้องมีการตรวจสอบการแห้งตัวของหมึกพิมพ์ก่อนว่าดีเพียงพอ ซึ่งต้องใช้เวลานานกว่าการกลับด้านด้วยมือ ไม่เช่นนั้นจะเกิดปัญหาการซับหลัง

64
นอกจากกระดาษแล้ววัตถุดิบที่สำคัญอีกชนิดหนึ่งคือ หมึกพิมพ์ ซึ่งมักจะบรรจุในกระป๋องหรือถังโดยอาจใช้พื้นที่ในหรือใกล้ห้องพิมพ์เป็นที่จัดเก็บ โดยหมึกกระป๋องมักถูกจัดวางไว้บนชั้นวางวัสดุในขณะที่หมึกถังมักถูกจัดวางไว้บนเพลที่วางอยู่บนพื้น การนำหมึกไปใช้งานที่เครื่องพิมพ์มักขนไปด้วยมือโดยตรงหรืออาจใช้รถเข็น เช่น รถเข็นงานเตรียมพิมพ์ ช่วยในการขนย้าย ในพื้นที่ส่วนที่เก็บหมึกนี้อาจเตรียมโต๊ะและอุปกรณ์สำหรับผสมหมึกไว้ด้วย

65
นอกจากนั้นในงานพิมพ์จะมีการใช้กระดาษลองพิมพ์ ซึ่งควรนำมาใช้งานมากกว่า1ครั้ง จึงต้องเตรียมพื้นที่สำหรับเก็บกระดาษลองพิมพ์นี้ โดยอาจเก็บซ้อนเป็นตั้งบนพาเลตเพื่อสะดวกต่อการนำกลับมาใช้งานส่วนแผ่นกระดาษลองพิมพ์ที่ไม่สารมรถนำมาใช้งานซ้ำอีกต่อไป อาจเก็บรวบรวมไว้ในลังหรือถังขนาดใหญ่ที่จัดเตรียมไว้โดยเฉพาะ หรือเก็บรวบรวมบนพาเลต จนได้ปริมาณที่เหมาะสมแล้วจึงผูกรัดเป็นมัดก่อนส่งขายเป็นเศษกระดาษ ในทำนองเดียวกันแผ่นพิมพ์ที่ไม่สามารถใช้งานได้แล้วอาจเก็บรวบรวมไว้ในลังหรือบนพาลเลตก่อนส่งขายเป็นเศษโลหะต่อไป

งานนำเสนอที่คล้ายกัน