ทีมงานของเราได้รับการฝึกฝนและมีประสบการณ์สูงในการให้บริการและผลิตวัสดุเหล็กทุกประเภท ต้องการความช่วยเหลือหรือมีคำถาม?
sales@abrasionproofpipe.com
โทร. + 8621-3378 0199-
ทีมงานของเราได้รับการฝึกฝนและมีประสบการณ์สูงในการให้บริการและผลิตวัสดุเหล็กทุกประเภท ต้องการความช่วยเหลือหรือมีคำถาม?
sales@abrasionproofpipe.com
โทร. + 8621-3378 0199-

การใช้สีฝุ่นอีพ็อกซี่ในต่างประเทศมีประวัติศาสตร์ยาวนานถึง 30 ปี เนื่องจากแหล่งวัตถุดิบที่หลากหลาย กรรมวิธีการผลิตที่ง่าย ราคาถูก ประสิทธิภาพดี ไม่ก่อให้เกิดมลพิษต่อสิ่งแวดล้อม และอายุการใช้งานที่ยาวนานจนถึงปัจจุบัน การเคลือบป้องกันการกัดกร่อนที่ดี
การใช้สีฝุ่นอีพ็อกซี่ในต่างประเทศมีประวัติศาสตร์ยาวนานถึง 30 ปี เนื่องจากแหล่งวัตถุดิบที่หลากหลาย กรรมวิธีการผลิตที่ง่าย ราคาถูก ประสิทธิภาพดี ไม่ก่อให้เกิดมลพิษต่อสิ่งแวดล้อม และอายุการใช้งานที่ยาวนานจนถึงปัจจุบัน การเคลือบป้องกันการกัดกร่อนที่ดี
ใช้เคลือบภายในและภายนอก 2 และ 3 ชั้น สำหรับท่อส่งน้ำมันและก๊าซ ท่อส่งผลิตภัณฑ์ และระบบดับเพลิง
การใช้ท่อที่มีการเคลือบภายในให้ความปลอดภัยต่อระบบนิเวศน์ ความน่าเชื่อถือ รักษาคุณภาพน้ำดื่มในระบบท่อระหว่างการทำงานระยะยาว
สถาบันเทคโนโลยีการก่อสร้างปิโตรเลียมในประเทศจีนสำหรับปัญหาการกัดกร่อนของท่อส่งน้ำมันในแหล่งน้ำมัน และประสบความสำเร็จในการพัฒนาการเคลือบป้องกันการกัดกร่อนของผงอีพ็อกซี่เพื่อเติมเต็มช่องว่างของการเคลือบผงป้องกันการกัดกร่อนของท่อในประเทศ
สีเคลือบมีความทนทานต่อสารเคมีดีเยี่ยม มีสมบัติทางกลที่ดี มีสมบัติเป็นฉนวนไฟฟ้าสูง และมีความเหนียวดี การทดสอบการกัดกร่อนทำนายอายุการเคลือบ สภาพสมบูรณ์ Chu ใช้สีเพื่อทำการเคลือบด้านในของท่อน้ำมัน ก๊าซ และน้ำ อายุขัยถึง l5 ปี; ทำท่อน้ำทิ้งและท่อฉีดน้ำผสมภายในเคลือบอายุการใช้งาน 5-7 ปี วิธีการก่อสร้างโดยใช้ท่ออุตสาหกรรม วิธีการฉีดพ่นด้วยความร้อนคงที่ที่ใช้กันอย่างแพร่หลาย ตามข้อมูลที่รายงาน เนื่องจากสื่อการส่งผ่าน ความหนาของการเคลือบของข้อกำหนดการเคลือบผงอีพ็อกซี่ก็แตกต่างกันเช่นกัน น้ำมันในประเทศ ก๊าซ น้ำ และสิ่งปฏิกูล ฯลฯ ที่มีสารกัดกร่อนบางชนิด ท่อป้องกันการกัดกร่อนเป็นการเคลือบหนาที่ดีที่สุด ความร้อนไฟฟ้าสถิตจนเคลือบหนา พ่นเคลือบหนาได้ถึง 250 ~ 350/ความหนาสูงสุดได้ถึง 500, ~ 'n ผงอิเล็กโทรสแตติกที่เคลือบจารเป็นการรักษาพื้นผิวของผงแข็ง มีอุปกรณ์ กระบวนการที่ใช้งานง่าย ใช้งานง่าย ปราศจากข้อจำกัดด้านขนาดชิ้นงาน
สีและสารเคลือบทนความร้อนพื้นผิวด้านใน
เทคโนโลยีนี้เป็นสีเคลือบพื้นผิวทนความร้อนที่ผสมสารหลักอีพอกซีเรซินและสารบ่มอีพอกซีเรซินในท่อเหล็ก (แต่ละประมาณ 5.5 ม.) การอบแห้งตามธรรมชาติในช่วงระยะเวลาหนึ่ง มากกว่า 6O ℃น้ำอุ่นหรือ 60 ℃ หรือ อากาศร้อนมากขึ้นในท่อ บังคับให้แห้ง มากกว่าสามชั่วโมงในการเคลือบท่อเหล็ก เทคโนโลยีส่วนใหญ่นำไปใช้กับท่อส่งน้ำและระบบส่งน้ำและท่อน้ำร้อนภายในเคลือบพื้นผิวก่อนบนผนังท่อจากนั้นใช้คอมเพรสเซอร์โดยแรงดันของอากาศหรือไนโตรเจน แรงดันระหว่างความต้านทานและตัวเคลือบความร้อนทั้งสองตัวในท่อ ผนังเพื่อสร้างการเคลือบที่สม่ำเสมอ การเคลือบต้อง 6O ° C มากกว่าน้ำอุ่นหรือ 60 "C อากาศร้อนเหนือการอบแห้งที่จำเป็นและการอบแห้งตามธรรมชาติจะทนความร้อนเพื่อประสิทธิภาพการละลายลดลงอย่างมาก
อีพอกซีเรซิน ลาเท็กซ์ ซีเมนต์ ซับใน
อีพอกซีเรซิน ลาเท็กซ์ ซีเมนต์ มอร์ตาร์ ซับในพื้นผิวท่อเหล็กก่อนเคลือบด้วยอีพ็อกซี่ซีเมนต์สีน้ำ เพื่อสร้างสีรองพื้น แล้วจึงเคลือบซับในตามนี้ การใช้วัสดุที่มีส่วนผสมของอีพอกซีเรซิน ลาเท็กซ์ ซีเมนต์ มอร์ตาร์ คอลลอยด์ซิลิกอนไดออกไซด์ถูกเติมลงในปูนซีเมนต์ สารเคลือบสูตรน้ำของซีเมนต์และปูนซีเมนต์มอร์ตาร์มีน้ำยางไอออนิก (ตัวทำละลายไฮโดรคาร์บอนที่มีน้ำตาล 5 ถึง 8) ซับในท่อเหล็ก ยกเว้นท่อน้ำเสียและท่อน้ำ ยังใช้กับท่อส่งน้ำมัน ก๊าซ และไอน้ำด้วย เพื่อให้ได้เยื่อบุที่เป็นของแข็ง ซับในท่อก่อน พื้นผิวจะต้องถูกยิง การยิง peening แบ่งออกเป็น shot peening แบบแห้งและแบบเปียก หากไม่ใช้ทั้งสองวิธีก็สามารถใช้ในการดองได้
| ชื่อผลิตภัณฑ์ | มาตรฐานการบริหาร | ขนาด (มม. ) | รหัสเหล็ก / เกรดเหล็ก |
|---|---|---|---|
| ท่อเหล็กเชื่อมต้านทานไฟฟ้า | ASTM A135 | 42.2-114.3 x 2.11-2.63 | A |
| เหล็กกล้าคาร์บอนต้านทานการเชื่อมด้วยไฟฟ้าและหม้อต้มเหล็กกล้าคาร์บอนแมงกานีสและท่อซูเปอร์ฮีทเตอร์ | ASTM A178 | 42.2-114.3 x 2.11-2.63 | เอ, ซี, ดี |
| ERW และท่อเหล็กอาบสังกะสีจุ่มร้อน | ASTM A53 | 21.3-273 x 2.11-12.7 | A, B |
| ท่อสำหรับตอกเสาเข็ม | ASTM A252 | 219.1-508 x 3.6-12.7 | Gr2, Gr3 |
| ท่อสำหรับวัตถุประสงค์โครงสร้างทั่วไป | ASTM A500 | 21.3-273 x 2.11-12.7 | เหล็กกล้าคาร์บอน |
| ท่อเหลี่ยมสำหรับงานโครงสร้างทั่วไป | ASTM A500 | 25x25-160x160x1.2-8.0 | เหล็กกล้าคาร์บอน |
| ท่อเครื่องกล | ASTM A513 | 21.3-273 x 2.11-12.7 | เหล็กคาร์บอนและโลหะผสม |
| ท่อเหล็กเกลียวและซ็อกเก็ต | BS 1387 | 21.4-113.9 x 2-3.6 | เหล็กกล้าคาร์บอน |
| ท่อนั่งร้าน | 39 EN | 48.3 x 3.2-4 | เหล็กกล้าคาร์บอน |
| ท่อเหล็กกล้าคาร์บอนสำหรับโครงสร้างทั่วไป | JIS G3444 | 21.7-216.3 x 2.0-6.0 | เหล็กกล้าคาร์บอน |
| ท่อเหล็กกล้าคาร์บอนสำหรับโครงสร้างเครื่องจักร | JIS G3445 | 15-76 x 0.7-3.0 | STKM11A, STKM13A |
| ท่อเหล็กคาร์บอนสำหรับท่อธรรมดา | JIS G3452 | 21.9-216.3 x 2.8-5.8 | เหล็กกล้าคาร์บอน |
| ท่อเหล็กคาร์บอนสำหรับบริการรับแรงดัน | JIS G3454 | 21.7-216.3 x 2.8-7.1 | เหล็กกล้าคาร์บอน |
| ท่อร้อยสายเหล็กแข็งเหล็กกล้าคาร์บอน | JIS G8305 | 21-113.4 x 1.2-3.5 | G16-G104, C19-C75, E19-E75 |
| ท่อสี่เหลี่ยมเหล็กกล้าคาร์บอนสำหรับโครงสร้างทั่วไป | JIS G3466 | 16x16-150x150x0.7-6 | เหล็กกล้าคาร์บอน |
การเคลือบผิวท่อเป็นวิธีแก้ปัญหาที่สม่ำเสมอและประสบความสำเร็จมากที่สุดในการปกป้องท่อ ERW จากการกัดกร่อน จากความชื้น และสารเคมีอันตรายอื่นๆ
ท่อเหล็กป้องกันการกัดกร่อนผ่านกระบวนการอนุรักษ์ซึ่งสามารถป้องกันหรือชะลอกระบวนการในการขนส่งและการใช้ปฏิกิริยาการกัดกร่อนของสารเคมีหรือไฟฟ้าเคมีของท่อเหล็กได้อย่างมีประสิทธิภาพ
ดังนั้นชั้นป้องกันการกัดกร่อนของท่อจึงเป็นปราการสำคัญในการป้องกันการพังทลายของดิน นักวิชาการต่างประเทศที่มีชื่อเสียงหยิบยก "ชั้นป้องกันฝรั่งเศส 3PE" จนถึงปัจจุบันมีการใช้วิธีการป้องกันการกัดกร่อนกันอย่างแพร่หลาย
ท่อเคลือบมีความทนทานต่อการกัดกร่อนบนท่อสูงและให้ประโยชน์มากมาย เช่น:
1. ความสามารถในการไหลที่เพิ่มขึ้น – การเคลือบบนท่อช่วยให้พื้นผิวเรียบขึ้น ซึ่งจะช่วยปรับปรุงการไหลของก๊าซและของเหลวภายในท่อ
2. ลดค่าใช้จ่าย – การเคลือบไปป์ไลน์ช่วยเพิ่มความทนทานของท่อเพื่อให้สามารถติดตั้งได้โดยมีค่าบำรุงรักษาน้อยที่สุดแม้ในสภาพแวดล้อมที่เลวร้ายที่สุด
3. ลดการใช้พลังงาน – การศึกษาหลายชิ้นแสดงให้เห็นว่าท่อที่เคลือบภายในใช้พลังงานน้อยกว่าในการปั๊มและบีบอัดผลิตภัณฑ์ผ่านท่อ สิ่งนี้ช่วยในการประหยัดเพิ่มขึ้นเมื่อเวลาผ่านไป
4. การส่งมอบผลิตภัณฑ์ที่สะอาด – สารยับยั้งที่ใช้สำหรับผลิตภัณฑ์ป้องกันยังสามารถลดลงได้ด้วยการใช้ท่อเคลือบสำหรับการจัดส่งผลิตภัณฑ์
ดังนั้นการเคลือบท่อจึงสามารถช่วยคุณในการลดต้นทุนการบำรุงรักษาและในขณะเดียวกันก็ให้การป้องกันที่เชื่อถือได้โดยปราศจากการกัดกร่อน
หลักการพื้นฐานของการเลือกเคลือบท่อส่งก๊าซในเมือง:
2.1.การเคลือบผิวภายนอก
2.1.1 การเคลือบอีพ็อกซี่ภายนอก
2.1.2 การเคลือบโพลีเอทิลีน
2.1.3 การเคลือบโพลีโพรพิลีน
2.1.4 การเคลือบโพลียูรีเทน
2.1.5 การเคลือบโพลีโอเลฟินส์
2.1.6 การเคลือบเทป
2.1.7 การเคลือบบิทูเมน
2.1.8 การเคลือบผิวด้วยถ่านหิน-ทาร์
2.1.9 การเคลือบน้ำหนักคอนกรีต
5: การเคลือบคอนกรีตภายนอก
2.1.10 การเคลือบทางทะเล
2.1.11 ข้อกำหนดอื่นๆ
2.2. ซับใน
2.2.1 การบุด้วยอีพ็อกซี่
2.2.2 การบุด้วยน้ำมันดิน
2.2.3 การบุผิวปูน
2.2.4 วางท่อซีเมนต์ร้าน
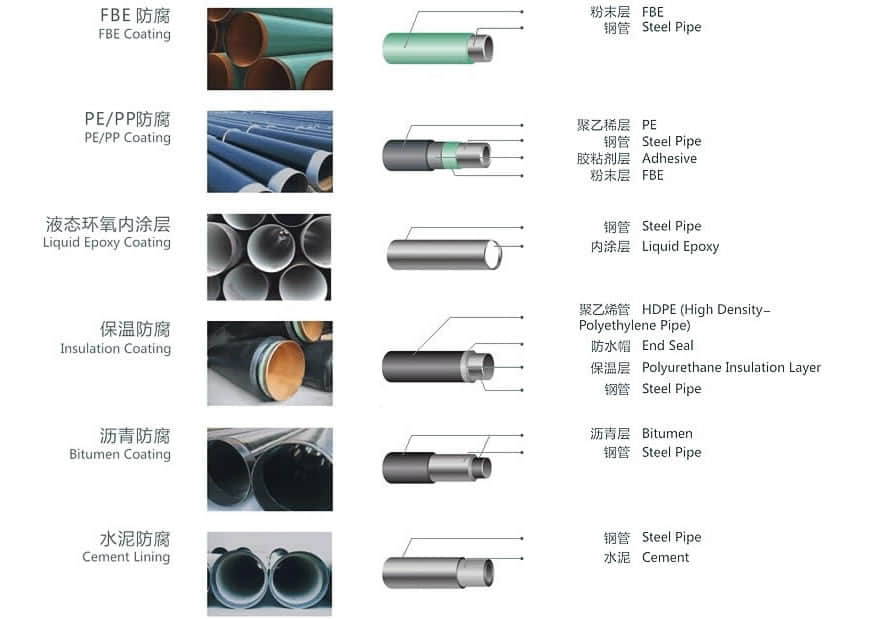
ผลิตภัณฑ์เคลือบผิวท่อ
โพลีเอทิลีนสามชั้น (3LPE)
เพื่อปรับปรุงประสิทธิภาพการป้องกันการกัดกร่อนและการยึดเกาะ มีการพ่นสีรองพื้นอีพ็อกซี่เพิ่มเติมอีกชั้นหนึ่งบนพื้นผิวท่อก่อนที่จะใช้ชั้นกาวและทาชั้นบนสุดของโพลีเอทิลีน โพลีเอทิลีนสามชั้นเหมาะสำหรับอุณหภูมิการใช้งานตั้งแต่ 60°C ถึง 80°C (สูงสุด 85°C) ความหนาของชั้นเคลือบทั่วไปอยู่ที่ 1-2 มม. ถึง 3-5 มม.
โพรพิลีนสามชั้น (3LPP)
หากต้องการช่วงอุณหภูมิบริการที่กว้างกว่าและมีความฝืดสูง กาวและชั้นบนสุดที่ใช้ทับชั้นรองพื้นจะใช้โพลีโพรพิลีนแทนโพลีเอทิลีน โพรพิลีนสามชั้นเหมาะสำหรับการใช้งานที่อุณหภูมิสูงถึง 135 °C (สูงสุด 140°C) ความหนาของชั้นเคลือบทั่วไปอยู่ที่ 1-2 มม. ถึง 3-5 มม.
โพรพิลีนสามชั้นและโพลีเอทิลีน
การใช้งานแบบสามชั้นเกี่ยวข้องกับการเคลือบเทอร์โมพลาสติกที่ใช้กับท่อเหล็กเพื่อเป็นการป้องกันการกัดกร่อนรูปแบบหนึ่ง ความต้านทานเชิงกลนี้เหมาะสมเมื่อมีความเสี่ยงต่อความเสียหายจากการเคลือบที่รุนแรงเป็นพิเศษ กระบวนการสามชั้นเกี่ยวข้องกับหลายขั้นตอน ขั้นแรก ให้ทำความสะอาดผิวท่อด้วยระเบิดเพื่อขจัดสิ่งตกค้างภายนอกออกจากโรงสีหรือที่เก็บ จากนั้นจะถูกทำให้ร้อนและพ่นด้วยไพรเมอร์ Fusion Bond Epoxy (FBE) ตามด้วยการใช้กาวโคพอลิเมอร์และพอลิเมอร์โพลีโอเลฟินที่ห่ออัดรีดทับกัน
ผลิตภัณฑ์ที่ใช้ฟิลด์




ข้อได้เปรียบของท่อ ERW
ปริมาณโลหะผสมของขดลวดมักจะต่ำกว่าแผ่นเหล็กเกรดใกล้เคียงกัน ปรับปรุงความสามารถในการเชื่อมของท่อเชื่อมแบบเกลียว เนื่องจากทิศทางการกลิ้งของขดลวดท่อเชื่อมแบบเกลียวไม่ตั้งฉากกับทิศทางแกนท่อ ความต้านทานการแตกของวัสดุท่อเชื่อมแบบเกลียว
ต้องการสอบถามเกี่ยวกับผลิตภัณฑ์ของเรา? กรอกแบบฟอร์มด้านล่างแล้วเจ้าหน้าที่ของเราจะติดต่อกลับ!
ถาม: ระยะเวลาจัดส่งของคุณนานเท่าไร?
A: เวลาการส่งมอบของผลิตภัณฑ์ที่กำหนดเองโดยทั่วไปคือ 25-35 วัน และโดยทั่วไปแล้วผลิตภัณฑ์ที่ไม่ได้ปรับแต่งจะถูกจัดส่งภายใน 24 ชั่วโมงหลังจากการชำระเงิน
ถาม: คุณให้ตัวอย่างหรือไม่ ฟรีหรือเปล่า
A:ถ้าค่าตัวอย่างต่ำ เราจะให้ฟรี แต่ค่าขนส่งต้องชำระ โดยลูกค้า แต่สำหรับตัวอย่างที่มีมูลค่าสูง เราจำเป็นต้องเรียกเก็บค่าธรรมเนียม
Q: เงื่อนไขการชำระเงินของคุณคืออะไร?
A: T/T 30% เป็นเงินมัดจำ ยอดคงเหลือจะชำระเต็มจำนวนก่อนจัดส่ง
ถาม: รูปแบบบรรจุภัณฑ์และการขนส่งคืออะไร?
A: บรรจุภัณฑ์กล่องไม้และโครงเหล็กแบบไม่นึ่ง มีบรรจุภัณฑ์พิเศษตามความต้องการของลูกค้า การขนส่งส่วนใหญ่เป็นทางทะเล
Q: ปริมาณการสั่งซื้อขั้นต่ำของคุณคืออะไร?
ตอบ: ไม่มีข้อกำหนดปริมาณการสั่งซื้อขั้นต่ำ ผลิตภัณฑ์ที่กำหนดเองได้รับการปรับแต่งตามแบบที่ลูกค้าให้มา



